

- 1
- 2
- 3
新聞中心News
|
博客詳情
當前位置:
首頁>
博客詳情
清華大學呂志剛教授團隊:點陣結構中空陶瓷型芯的光固化增材制造
專欄:行業資訊
發布日期:2022-10-20
閱讀量:2804
作者:
研究背景 使用陶瓷型芯是熔模鑄造實現鑄件內腔中空結構的重要工藝手段之一,復雜陶瓷型芯對于提高熔模鑄件復雜內腔鑄造能力具有重要意義。目前陶瓷型芯常采用熱壓注成形方法制備,模具的制造方法對結構的復雜性有所限制。另外,陶瓷型芯脫芯困難是需要解決的重要工藝問題。 光固化陶瓷增材制造技術是近年來迅速發展的一種陶瓷成形工藝,其技術原理是將光敏樹脂與陶瓷粉體均勻混合成陶瓷漿料,利用光固化陶瓷增材制造設備成形坯件,再通過脫脂、燒結得到陶瓷制品。該技術具有成形精度高,可成形復雜結構的優勢,從而應用于熔模鑄造陶瓷型芯、型殼的制備,特別是可以實現傳統工藝無法實現的空心結構型芯,實現性能優化和高效脫芯。本文發揮光固化增材制造工藝特點,設計并制造了中空型芯以提升厚大型芯的工藝性能,壁內空腔實現了點陣結構的填充。 內容摘要 陶瓷型芯是熔模鑄造的重要工藝手段,型芯性能對于鑄件生產質量和效率具有重要影響。厚大的實心型芯在制造過程中常由于其收縮應力積累而產生缺陷。本文利用陶瓷光固化增材制造技術在生產復雜結構陶瓷零件方面的優勢,設計并制造了由點陣結構填充的中空型芯。采用了有效的精度補償方法以保證坯體精度,燒結后型芯的尺寸精度和力學性能滿足鑄造工藝要求并經過了澆注驗證。由于實現了厚壁型芯的中空結構,鑄件脫芯效率提高了3倍以上。 研究方法和結果 (1) 通過中空點陣結構避免燒結開裂 厚壁實心結構的型芯收縮應力大,燒結時容易開裂,本文設計并制造了具有中空結構的陶瓷型芯。為了保證型芯的機械性能,通過點陣結構對型芯厚壁內腔進行了填充。研究中,首先對中空型芯的結構進行優化,通過具有不同點陣結構的圓柱形試樣進行單向壓縮試驗,對比不同結構的力學性能,最終選擇了綜合性能優異的交錯立方體結構填充型芯厚壁部分,如圖1所示。采用的交錯立方體結構具有33%的相對密度,單元尺寸為4 mm,型芯外壁厚為2 mm。 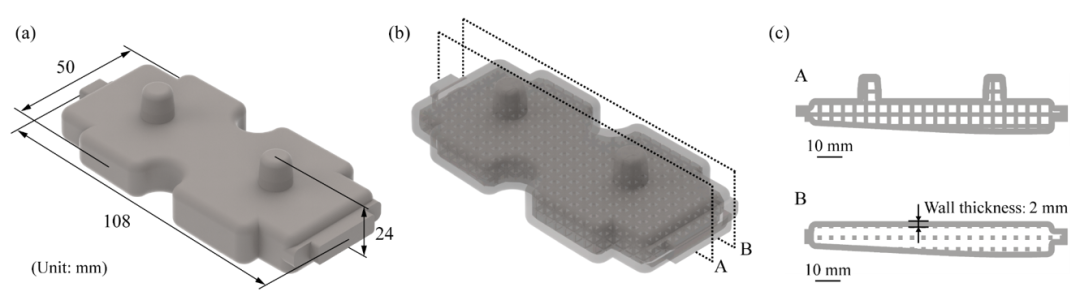 圖1 點陣結構中空型芯的外部形狀與內部結構 采用DLP光固化增材制造技術制造中空點陣填充陶瓷型芯。陶瓷原料選取熔融石英粉、氧化鋁、硅酸鋯粉體,將其與光敏樹脂攪拌均勻得到光固化陶瓷漿料。而后通過陶瓷光固化增材設備(北京十維科技,AutoCera-L)逐層固化得到坯體,再通過脫脂燒結獲得最終的陶瓷型芯制品,如圖2所示。具有中空點陣結構的型芯表面無裂紋,表面質量好,內部結構完整,在壓蠟模具中定位準確。 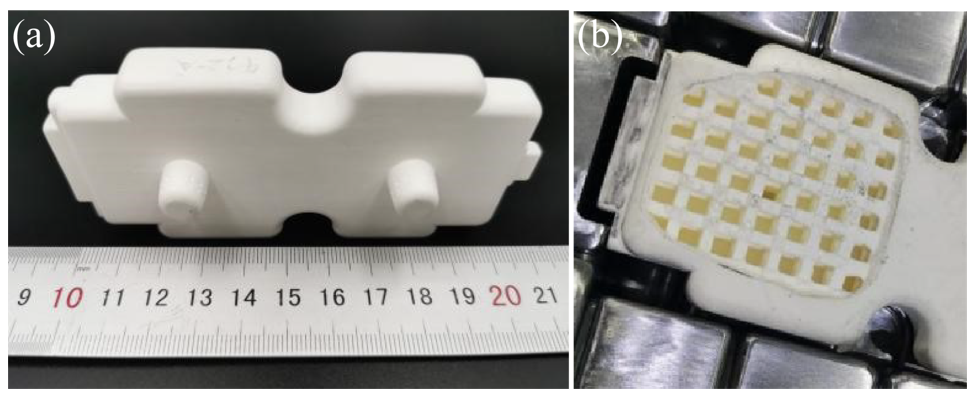 圖2 通過陶瓷光固化增材制造工藝實現的點陣結構中空型芯 (2) 通過預補償手段提升成形精度 在DLP面投影光固化成形過程中,光在漿料中的散射會導致成形邊界的誤固化,影響成形精度。本文對所用漿料在不同光強下的固化深度與誤固化寬度進行了測量,對型芯的三維模型進行預補償,如圖3所示。 圖3 誤固化預補償原理 對光固化成形的坯體進行三維掃描,并與原始設計模型進行對比,在預補償前后的尺寸偏差如圖4所示。通過預補償,實現了坯體成形精度的大幅提高。燒結后的陶瓷型芯滿足鑄造工藝要求。 圖4 預補償前后型芯生坯與原始設計的尺寸偏差: (a)補償前;(b)補償后 (3) 實際澆注驗證 光固化增材制造中空點陣結構陶瓷型芯具有良好的成形精度,表面粗糙度優于3.2 μm,強度滿足鑄造要求,熱變形量為0.3 mm。在實際工藝中使用該型芯并進行高溫合金澆注驗證,如圖5所示。X射線檢查結果表明型芯包芯效果好,無內部缺陷,點陣結構成形完整。 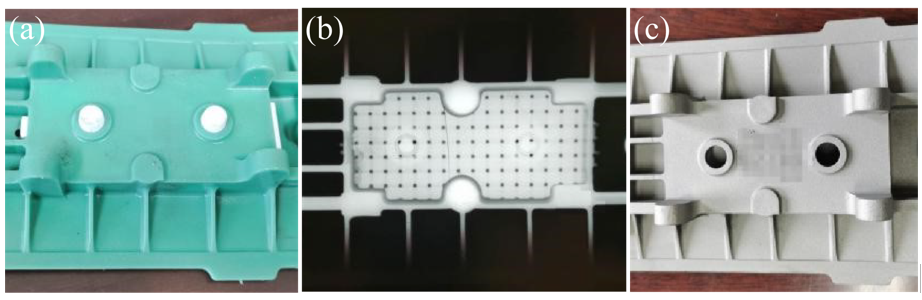 圖5 實際澆注驗證過程: (a)型殼與蠟模;(b)X射線檢測結果;(c)鑄件 將所得鑄件剖開,觀察其內腔,并對其表面粗糙度與型芯表面進行對比,如圖6所示。鑄件內腔成形完整,表面質量符合要求。 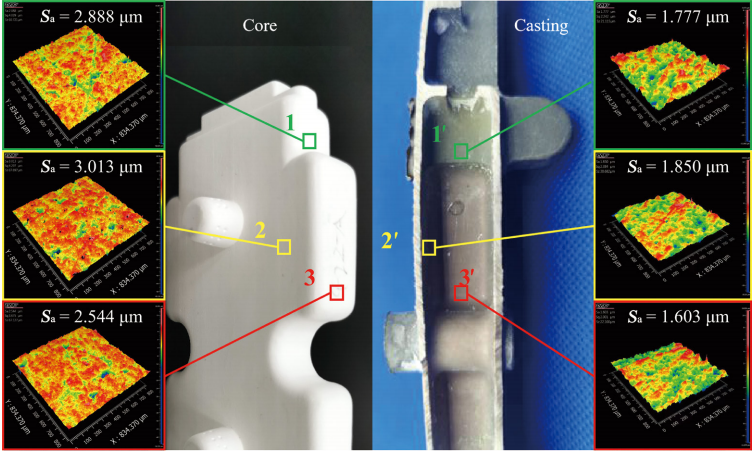 圖6 型芯與鑄件內腔表面粗糙度檢測 綜上,本文通過陶瓷光固化增材制造工藝獲得了具有點陣結構的中空型芯,克服了厚壁實心型芯的燒結開裂問題,并通過工藝優化保證了成形精度與力學性能。實際工藝流程和鑄件澆注驗證,證明了光固化增材制造陶瓷型芯在熔模鑄造工藝中的適用性。由于型芯厚壁采用中空結構優化,大幅提高脫芯效率,脫芯時間從超過30 h減少到10 h以內。 上一頁:零件熱處理結構工藝性設計
下一頁:APQP產品質量先期策劃
|


掃描二維碼
收藏網站
業務咨詢:19876838336(陳小姐) 技術服務:19866089373(張工) 座機:020-32038682 傳真:020-32037393 郵箱:jumei8688@126.com
投訴電話:18620110373 地址:廣州市黃埔區云埔工業區云埔三路19號 郵編:510530
版權所有(C):廣州聚鎂材料科技有限公司 技術支持:今科科技 粵ICP備16058026號-2  粵公網安備 44011602000513號
粵公網安備 44011602000513號